








防腐儲(chǔ)罐的焊接制造注意事項(xiàng)
瀏覽: 發(fā)布日期:2021-07-15
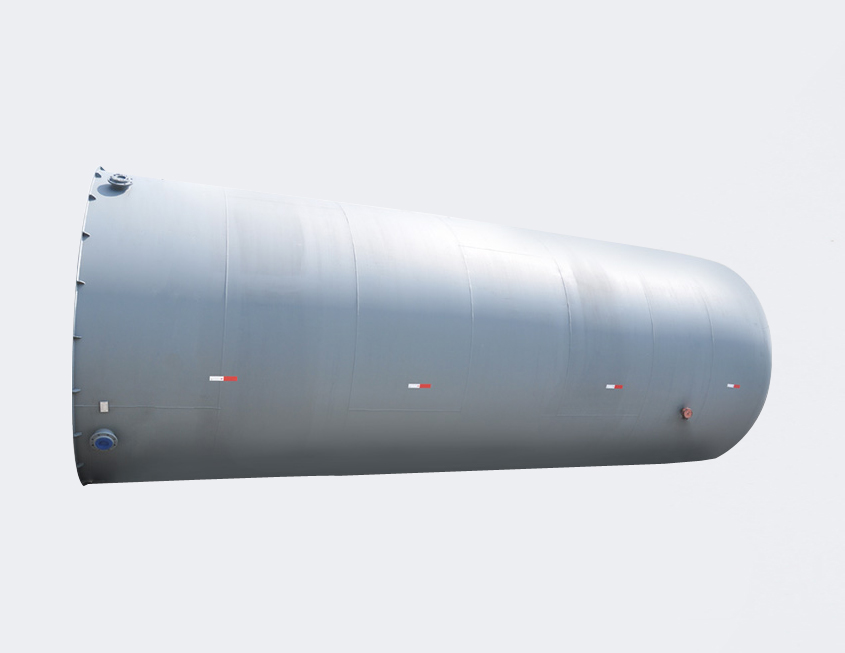
大容量防腐儲(chǔ)罐焊接時(shí),一定要檢查一下焊接縫是否對(duì)稱,并要沿同一方向均勻分布。在進(jìn)行化學(xué)貯罐焊接時(shí),必須確保焊接內(nèi)側(cè)的焊縫后,才能焊接到外部,同時(shí)在焊接時(shí),能使用對(duì)稱的焊接方法,并從中心向外焊接。
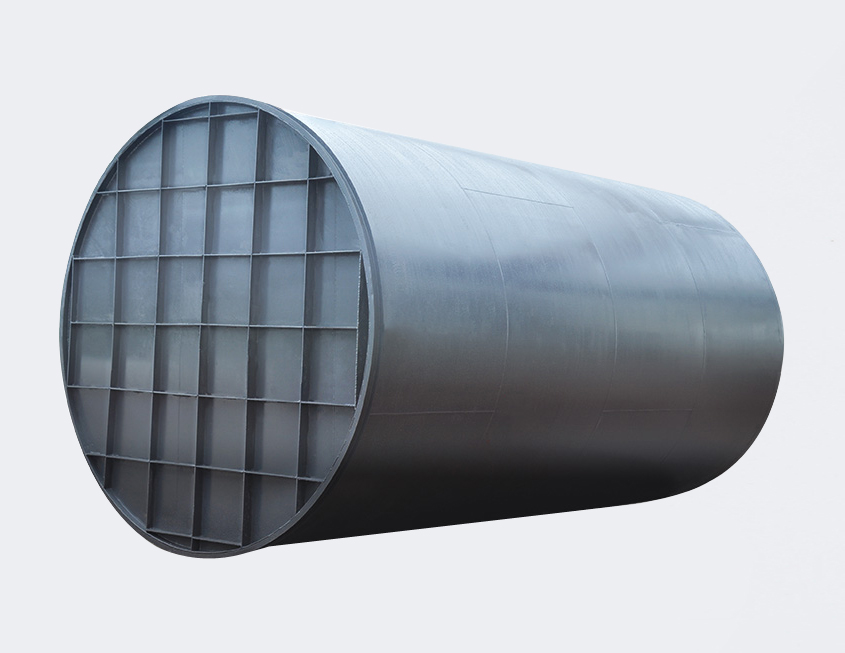
在自動(dòng)化長(zhǎng)臂擠出焊接工藝中,內(nèi)部焊接是生產(chǎn)過程中最重要的一步。一種全新的PE顆粒料,與罐底、罐體同一種全新的PE顆粒料熔化于內(nèi)部焊縫,原理與外部焊接一樣,只是其設(shè)備不同。外焊是采用進(jìn)口自動(dòng)擠壓焊接機(jī)組,使罐體應(yīng)力最大部位實(shí)現(xiàn)大焊縫一次焊接成型。一種全新的PE顆粒料,與罐體性質(zhì)相同,熔合于大焊接部位,與罐底、罐體融為一體。在焊接過程中,深度必須超過0.5毫米,對(duì)于各種不同的磨損或有害缺陷,同樣要注意打磨,要打磨光滑,打磨后的鋼板厚度不能小于鋼板的差。
如果是滾塑的鋼襯塑儲(chǔ)罐焊接的時(shí)候要注意,內(nèi)部焊接的焊縫高度不能超高,鋼網(wǎng)需與筒體密切配合,滾塑一次成型后需要做電火法測(cè)試,如有必要,還需要做試壓測(cè)試,檢測(cè)內(nèi)部一次成型的罐體是否完整無缺。



